3.1. INTRODUCTION
The recycling of the construction and demolition wastes is of the main concern. The chapter includes the process and techniques which have been used in this project. First of all, we have planned and scheduled all the activities of the project. The suitable site of the construction and demolition waste generation source has been selected. The source selected was very much suitable as some parts (upper floors) of the building were under construction and some other parts of the building were being demolished because of some reasons. The source was perfect as it availed both the construction waste as well as demolition waste for our project. The working site i.e., Civil Labs are also in basement of that building. Hence the hauling/transportation of the waste materials was easy as distance between source and civil labs is short. The compositions of the construction and demolition waste have been identified. It contains non-biodegradable inert materials.
Recycling process includes the process of the separation, sorting, collection, storage, transportation and then re-use & conversion of these waste into the valuable fresh materials which can be used again. The conversion of the waste materials into valuable fresh materials can be termed as “Recycling Techniques”.
3.2. ONSITE SEPARATION/SORTING
Onsite separation means the separation of the waste materials at the source of the generation of the construction and demolition wastes. The categorized or classified storage of the different components (concrete, steel, brick, etc.) of the construction and demolition wastes can be termed a sorting. In this project the on-site separation and sorting have been done manually as per requirement of the project work. For the large projects, onsite separation and sorting must be done carefully to clear the site properly. The bigger size particles/materials must be removed first separately. The heaps of the sorted materials be made for the purpose of the collection of the materials and for further processes.
3.3. COLLECTION, TRANSPORTAION & STORAGE
After the onsite separation/sorting of the waste materials, these wastes are collected separately in containers as per availability and amount of the waste materials at the site. The collected waste materials in the containers are then transfer from the source site of the construction and demolition wastes to the recycling plants. Then these are stored separately at storage points at the recycling plants. The stored construction and demolition wastes are then sent for the further process re-use and the waste materials which cannot be reused are sent for the recycling process. In this projects, the concrete wastes of the particles size ranging from 100mm to 10mm are collected in the plastic bags and then transported manually to the civil concrete testing laboratory for the further crushing and other recycling process. The steel bars, bricks, wood, plastics, metals and other waste materials are collected for further analysis.
3.4. RECYCLING OF DEMOLITION WASTE
The Recycling process and Techniques of the Demolition waste components are explained below: -
i. CONCRETE: - The demolished concrete waste contains the concrete as well as some brick pieces, hydrated cement mortar, plastering parts. During collection of the concrete waste, it cannot be possible to remove all the brick pieces and other dissimilar materials from the concrete waste. Also for the Reinforced Cement Concrete waste, the extraction of the steel bars must be done on-site for the collection of pure concrete waste. If concrete contains the steel bars in it, in that case the crushing must not be done as it cause losses of the machinery part. The drilling Machines are generally used for this purposes.
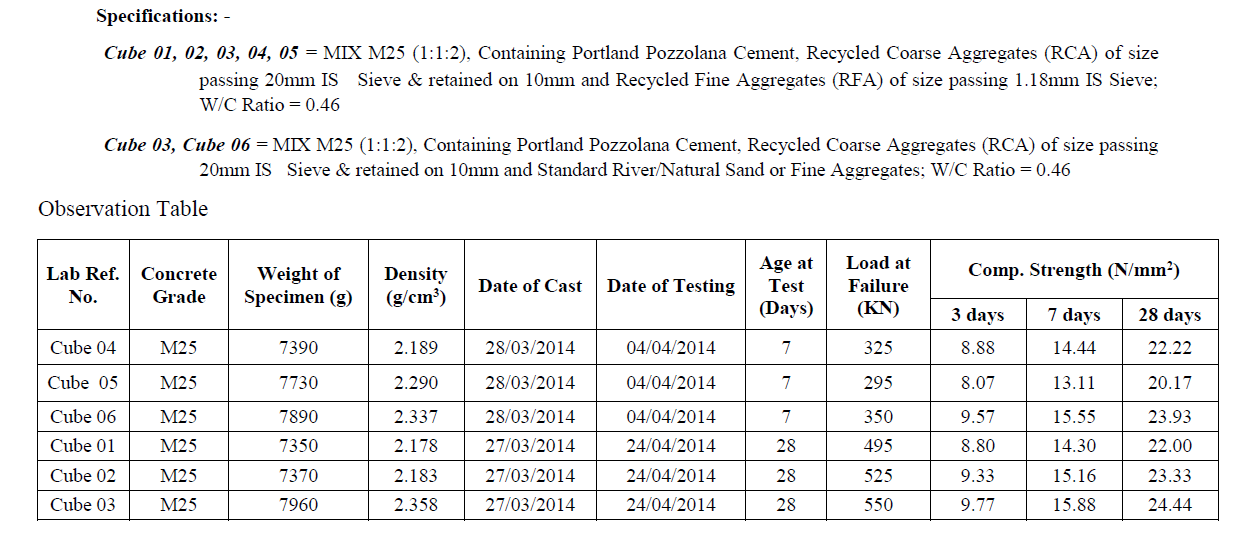
The demolished concrete wastes after collection at working site have been crushed and sieve analysis has been done for the grading of the aggregates with IS Sieves: 40mm, 20mm, 10mm, 4.75mm, 2.36mm, 1.18mm. The aggregates made by crushing and sieving were collected separately for the further testing and their uses. The experimental analysis has been explained and given in the next chapter. On the basis of the experimental analysis, the recycled aggregates can be used in plain cement concrete works, for making pre-cast units of the building, decorative concrete blocks, paver units, brick blocks, road base, etc.
In this project, the Crushing of the Concrete waste has been done manually with the help of heavy hammers. Also the on-site sieving and grading of the smaller pieces of the concrete waste have been done at the source. The aggregates obtained from the crushing and sieving of the concrete waste have been categorized in two parts: -
a) Recycled Coarse Aggregates (RCA): - The recycled coarse aggregates are considered the aggregates that retained on 4.75mm IS Sieve. The aggregates of the size between 4.75mm-10mm and 10mm-20mm have been used as coarse aggregates for the different test for its suitability. All the experimental analysis have been presented and their suitability has also been explained in chapter 4.
b) Recycled Fine Aggregates (RFA): - The recycled fine aggregates are considered the aggregates that passing the 4.75mm IS Sieve. The aggregates of the size less than 1.18mm, 1.18mm-2.36mm, 2.36mm-4.75mm all have been used as fine aggregates for the different test for its suitability. All the experimental analysis have been presented and their suitability has also been explained in chapter 4.
Cement mortar can be crushed along with the concrete waste and can be used as fine aggregates. These are easily crushed and after sieving, it can be graded in different range. Generally the crushed cement mortar falls under recycled fine aggregates of the size less than 1.18mm and in the range 1.18mm to 2.36mm.
ii. STEEL
The Steel from the demolition of the buildings/structures is very recyclable due to its lack of contamination by dissimilar materials. Small pieces of steel from the construction and demolition wastes can be easily collected manually or by magnetic process of collection of steel; but the difficulties come when the extraction of the steel be done from the Reinforced Cement Concrete (R.C.C.) part of the demolition waste. The extraction of the steel from RCC units can be done by using heavy machinery like Drilling Machine, Hydraulic Pincers, Hydraulic Breaker, etc. More than 90% of the Steel from demolition can recycled by melting it and again use it for the purpose of the manufacturing of the different grades of the steel. The steel obtained by the demolition of the buildings can be used as raw material for the manufacturing of the steel bars. Good markets exist for ferrous metals such as iron and steel, as well as other non-ferrous metals such as copper, brass and aluminum. When separated, heavy gauge (1/4” or thicker) steel may have a much higher salvage value (2-3 times more) than light gauge, cold rolled or mixed steel.
iii. BRICK
The brick waste can be directly used. It does not need any recycling technique. The brick has salvage value for CDW recyclers. The process of cleaning mortar from brick, however, can be labor intensive, removing much of the profit from this process. Brick remains, however, a very recyclable C&D material that recyclers will often accept at no cost. Non-salvageable brick can be crushed and used as aggregate base or backfill material or in foundation of flooring.
iv. WOOD
Wood from the demolition process sometimes requires more labor-intensive disassembly of materials to remove fasteners and finishes. Structural wood (6x or larger) often has salvage value if deconstruction is practiced prior to demolition by salvage companies. Recycled wood can be ground into wood chips or wood flour and used to make composite or engineered lumber products, mulch, animal bedding, compost or many other products. Unseparated waste wood is sometimes burned to produce electricity.
v. GLASS
Glazing can sometimes be salvaged, but typically is restricted by sizes and thermal properties. Tempered or laminated glass cannot easily be cut to size, and the thermal properties of new glazing today can be far superior to yesteryear’s glazing. Construction glass is usually separated from other glass such as drinking glass. Float glass is highest in quality, followed by rolled plate glass, container glass and fiberglass. The higher the quality of glass is, the higher the demand. Glass can be recycled back into flat glass or into other glass products including container glass, fiberglass, floor tile, or even as aggregate for concrete. Glass recycling can be a very complex industry, and is affected by contaminants, laminated or fire resistant glass, and tinted or colored glass.
vi. METAL
a) FERROUS METAL: It is by far the most profitable and recyclable material. In India more than 80% scrap arising is recycled. Scrap steel is almost totally recycled and allowed repeated recycling. 100% steel can be recycled to avoid wastage at construction site.
b) NON FERROUS METAL: The main non-ferrous metal collected from construction and demolition sites q are aluminum, copper, lead and zinc. In India aluminum usage is up to 95000 tonnes q with about 80% recycled. Copper is recycled up to 119000 tonnes out of a national market of 262000 tonnes.
vii. PLASTIC
The demolitions of the buildings also generate plastic, poly vinyl pipes, other plastic waste. These waste can be collected and sold to plastic recyclers for the recycling and we can get profit here too. While some mixed plastics may not be easily recycled, plastic packaging is now recycled into various useful materials and products including plastic lumber, composite lumber (plastic mixed with wood), injection molded materials, construction materials and home-use items.
viii. ROOFING
ASPHALT COMPOSITION: - Many tonnes of asphalt shingle C&D waste is generated by the construction industry each year. Tear-offs from reroofing accounts for 91 percent, and manufacturing waste accounts for 9 percent. Oftentimes, builders install roofing over old roofing that is already 20 years old. Consequently, when builders tear off old roofs, it is not uncommon to find some roofing below that is ±40 years old. This material is composed of asphalt (19-36%), mineral filler (8-40%), mineral granules (20-38%) and felt backing (2-15%). Roofing debris is ground to a specific size for the product being made, and contaminants such as nails and wood are removed. Such products include aggregate base, asphalt pavement and pavement cold patch.
METAL ROOFING: - Most types of metal roofing are not only highly recyclable, but have salvage value as well like steel.
TILE ROOFING: - Clay roof tile is very salvageable and in high demand. Due to the brittle nature of aged clay tile, careful deconstruction is needed to remove tile from roof areas without damaging them. Likewise, concrete roof tile can be salvaged for reuse. Damaged tiles can be recycled and combined with other inert materials such as brick, asphalt and concrete.
ix. CARPET
Some carpeting has salvage value and can be reused, restored and/or resold (typically tiles). Nylon carpet face fiber can be separated from backing and recycled into numerous products including carpet, carpet pad and carpet backing. Backing components can be recycled to make new carpet backing.
The entire carpet composite (face fiber and backing) can be re-processed and used as a raw material for other products including carpet backing, erosion control products, industrial flooring, parking stops, synthetic plywood and building materials, railroad ties and marine timbers. The carpet fiber can be used as an added filler or reinforcement for concrete or asphalt paving.
Several carpet manufacturers now offer to take back and recycle old carpet when consumers purchase new carpeting. Sometimes this “recycling”, however, consists of use as a fuel source in waste to energy (WTE) operations instead of using coal to produce energy. Carpet has low Sox emissions, and can also be used as a feed for cement kilns.
(This chapter is continue.....)